0531-88691870
Toggle navigation
网站首页
关于我们
公司简介
联系我们
新闻中心
公司新闻
行业新闻
产品中心
塑料包装性能检测设备
玻璃制品性能检测设备
医疗用品检测设备
纸制品检测设备
解决方案
在线留言
联系我们
当前位置
首页
>
新闻中心
塑料薄膜的热封工艺
2020-09-08
热封强度通常的测试方法是测封口剥离强度,与复合膜剥离强度的测试方法一样。
一、热封原理
采用热压封口法,将待封试样置于上下热封头之间,在预先设定的温度、压力、和时间的作用下,使处于熔融状态的热封界面之间大分子互相渗透、扩散,从而使两个表面融结在一起。
二、热封工艺参数对热封强度的影响
(1)热封温度 :
制袋操作中,热封温度是影响封口牢度最主要的原因。树脂加热到一定温度,开始熔解,该点称熔点,热封必须在熔点以上进行,这是不言而喻的,但最佳温度取决于树脂融体的粘度。有资料表明,树脂热封时最佳黏度为108泊,相当于糊状的胶印油墨黏度,该点一般处于熔点至分解温度之间的三分之二处。当然,树脂牌号不同性能各异,例如LDPE树脂密度越大,熔融温度越高。聚乙烯密度0.92,熔融温度110度;密度0.94,熔融温度120度;熔融温度130度的聚乙烯密度为0.96,树脂密度越小,热封温度自然就越低。通常,HDPE热封强度高于LDPE,但LDPE的热封性却比HDPE好。LLRPE有良好的热封性能,特别是热封面污染严重也不影响热封性,同时热封强度也较高。
(2)热封压力:
用黏合剂复合需要压力,热封也需一定的压力,正常的热封压力使已熔融的薄膜表面密切结合,而又让有一定黏度的熔融树脂能承受而不至压垮(变薄)。 为了保证塑料复合软包装的热封强度,一定的热封压力是必不可少的。因此,在热封过程中要求热封压力适中、均匀。如果热封 压力不够或不均匀,则会使热封部位产生气泡而虚焊,导致热封不 良。如果热封压力过大,热封部位则会出现封口变形,在热封温度 较高时,还会挤走部分复合材料,造成热封边缘发脆,易开裂,同 时导致热封强度下降。
(3)热封时间
是指封口在烫刀下停留的时间,具体操作中表现为制袋速度快慢,自动包装机或老式制袋机的热封时间是由机速决定的。在热封 、温度和热封压力不变的情况下,热封时间越长,热封层之间结合得 越牢固。但如果热封时间过长,复合薄膜的热封部位则会出现褶 皱、不平现象,严重影响产品的外观质量
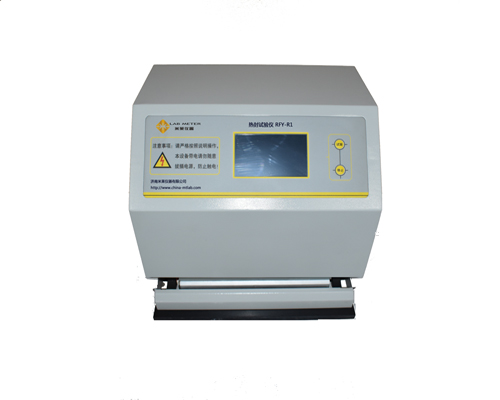
RFY-R1热封试验仪基于热压封口测试方法,采用依据国家标准规定设计的热压封头,专业用于测定各种热封复合膜的热封温度、热封时间、及热封压力等关键参数,保证商品在包装,运输,贮存和消费过程中能承受一定的外力,不开裂不泄漏。通过对软包装材料热封时间,热封压力,热封温度的测定,确定其最佳的热封时间、压力和温度,以达到生产线参数及质量控制的目的。 测试原理
将待测样品放置于上下热封头之间,根据试验要求完成对其进行一定压力、时间及温度环境下的热封。
技术参数
热封温度:室温 ~ 300℃
控温精度:±0.2℃
热封时间:0.1s~999.9s
热封压力:0.05 MPa ~ 0.7 MPa
气源压力:0.5 MPa ~ 0.7 MPa(气源用户自备)
气源接口:Ф6 mm 聚氨酯管
外形尺寸: 360mm (L) ×290mm (W) ×375mm (H)
测试标准
QB/T 2358、ASTM F2029、YBB 00122003-2015
济南米莱仪器有限公司拥有雄厚的研发团队,经过多年的发展,公司与多家国家级科研单位达成产学研合作,全面提高设备检测精度及自动化程度,努力实现检测行业的跨越发展,专注于为食品、药品、包装印刷、医疗器械、检测机构、科研院校等多个领域提供优质的质量控制解决方案。米莱仪器,用品质铸就未来!(米莱热封试验仪RFY-R1功能)
返回
导航栏目
公司新闻
行业资讯
联系人: 杜经理
手机:15098991508
电话:0531-88691870
邮箱:15098991508@163.com
地址: 山东省济南市高新技术开发区正丰路7号
关闭
技术支持
关闭
用手机扫描二维码
关闭
技术支持
分享
电话
客服
顶部